����
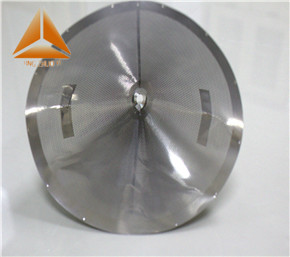
�����g���İl(f��)չ�����ݵ��Ї�(gu��)�Ŵ����Ї�(gu��)�Ŵ�ұ�����g(sh��)����c������(gu��)���@�K���^�l(f��)�_(d��)���������g(sh��)������ڴ����(zh��n)��(gu��)�r(sh��)�ڣ����ڬF(xi��n)������ˇ���Ї�(gu��)���@���������������ٺ������F���~��⁺Ͻ���ϣ���Ό�(du��)�@Щ���|(zh��)�M(j��n)���g�̄t��Ҫ�^�ߵļ��g(sh��)ˮ��(zh��n)������С�������P(gu��n)���g�̹�ˇ�ă�(y��u)�c(di��n)�Լ�ע�����(xi��ng)�ă�(n��i)�ݣ��gӭ��x��
�g�̹�ˇ�ă�(y��u)�c(di��n)��
������?y��n)�����g�̹�ˇ��ͨ�^(gu��)���W(xu��)��Һ�g�̵ġ�
���������cԭ���ϵĸ߶�һ���ԡ�������׃���ϵ����ܣ����ϵđ�(y��ng)�����Լ����ϵ�Ӳ�ȡ�������(qi��ng)�ȡ�������(qi��ng)�Ⱥ���չ�ԡ����ӹ���ˇ���O(sh��)���(n��i)���F����B(t��i)�g�̣�����o(w��)���@������
�����](m��i)��ë�̡��a(ch��n)Ʒ�ӹ��^(gu��)���У�ȫ�̟o(w��)���o��������(hu��)���F(xi��n)��߅�����������c(di��n)��
��������Ϻ���_����ɮa(ch��n)Ʒ�Ă�(g��)�Ի����̈́�(d��ng)�����ɲ��Ò��c(di��n)��ʽ�M(j��n)�������僡�ճ�ϡ��Ӿ���l(f��)�ڵȣ������ԃr(ji��)�ȡ�
����߀���ԑ�(y��ng)��(du��)С�ͻ��Ͷ��ӻ������ڶ̣��ɱ��͡�
�g�̹�ˇ�е�ע�����(xi��ng)��
�����p�ق�(c��)�港�g��ͻ��߅������߽���
�g�̼ӹ�ϵ��(sh��)��
����һ��ӡ�ư��ڽ����g��Һ�еĕr(sh��)�gԽ�L(zh��ng)����(c��)���g��Խ��(y��n)�ء����Ї�(y��n)��Ӱ�ӡ�ƾ��ľ��ȣ���(y��n)�صĵ��Ќ��o(w��)��������(x��)������(d��ng)?sh��)��к�߅���p�ٕr(sh��)���g��ϵ��(sh��)���ӡ����g��ϵ��(sh��)�����܉ּ�(x��)����ʹ�g�̵ľ��ӽ�ԭʼ�D��ijߴ硣�o(w��)Փ�僿��g�����a�U�Ͻ��a���a懺Ͻ�߀��懵ȣ��^(gu��)��ͻ����߅������(hu��)��(d��o)��(d��o)����·������ͻ����߅�������۔࣬����ڌ�(d��o)���ă��c(di��n)֮�g�γ���늘�
������߰��c��֮�g�g�̼ӹ����ʵ�һ���ԣ�
�������B�m(x��)���g����
�����g�̼ӹ�����Խһ�£����ԫ@��Խ������g�̰塣�������A(y��)�g���^(gu��)����ʼ�K�����g�̠�B(t��i)����Ҫ�x�������������a(b��)�����g���������ڿ��Ƶ��g����Һ���x���܉��ṩ�㶨�����l�����܉��Ԅ�(d��ng)���Ƹ��N��Һ����(sh��)�ļ��g(sh��)���O(sh��)�䡣��ͨ�^(gu��)�������~����PHֵ����Һ��ȡ��ضȡ���Һ����(d��ng)�ľ����Եȁ�(l��i)��(sh��)�F(xi��n)��
�����������(g��)��������g�̼ӹ��ٶȵľ����ԣ�
������������漰��������ֵ��g�̾��������ɰ�������g��Һ���ٵľ����ԛQ���ġ����g���^(gu��)���У����°���g������������һ�¡��°�����g�����ʸ����ϰ��档������Һ���ϰ����ķe�ۣ��g�̷���(y��ng)�p�������°��g�̲�������ͨ�^(gu��)�{(di��o)��(ji��)������ć��䉺����(l��i)��Q�����Ç��Fϵ�y(t��ng)���[��(d��ng)���죬ͨ�^(gu��)ʹ�����ĺ�߅���ć��F������ͬ�������M(j��n)һ����߰�����(g��)����ľ�����
�������x��x�����Ͼ��nj�(du��)�g�̹�ˇ�ă�(y��u)�c(di��n)�Լ�ע�����(xi��ng)�Ľ�B�����փ�(n��i)�݁�(l��i)�ԾW(w��ng)�j(lu��)���H����������������˽�������P(gu��n)
�����g����Ԕ��(x��)���ˣ��gӭ���Ԕԃ�����\(ch��ng)��������(w��)��




�g��")
�W(w��ng)")


